瑞达供应商
喷砂磨料批发

抛光磨料销售
磨料磨具批发
抛光磨料销售
磨料磨具批发

咨询电话
022-28522659
13702198229
15022153003
咨询电话
022-28522659
13702198229
15022153003



天津市瑞达鑫华抛光研磨材料有限公司生产厂家直销的砂轮具有性能好、磨削率高、耐用及适用性强等特点,产品畅销全国二十多个省、市、地区,深受广大客户的好评。我司专业生产砂轮 、陶瓷砂轮、无心磨砂轮、外圆磨砂轮、内圆磨砂轮、砂轮片、磨片、平面砂轮、斜边砂轮、碗型砂轮、碟型砂轮、砂轮机砂轮、曲轴研磨砂轮、薄片砂轮、油石、筒型砂轮、砂条、鞋材砂轮、工具研磨砂轮、螺蚊磨砂轮、冲子砂轮、A、WA、GC、C、PA砂轮、英制砂轮、大理石砂轮、磨铸铁砂轮、磨橡胶砂轮、绿碳砂轮、白色砂轮、红色砂轮、铬刚玉砂轮、棕刚玉砂轮、白钢玉砂轮、单凹砂轮、平面磨砂轮、陶瓷砂轮、杯形砂轮,欢迎来电洽谈
白刚玉砂轮代号(WA):白刚玉适宜制造精磨淬火钢、高碳钢、高速钢以及磨削薄壁零件.
|
系别
|
名称
|
代号
|
主要成分
|
显微硬度(HV)
|
颜色
|
特性
|
适用范围
|
|
氧化物系
|
棕刚玉
|
A
|
AL2O3 91-96%
|
2200-2288
|
棕褐色
|
硬度高,韧性好,价格便宜
|
磨削碳钢、合金钢、可锻铸铁、硬青铜
|
|
白钢玉
|
WA
|
AL2O397-99%
|
2200-2300
|
白色
|
磨削淬硬的碳钢、高速钢
|
||
|
碳化物系
|
黑碳化硅
|
SiC
|
SiC>95%
|
2840-3320
|
黑色带光泽
|
硬度高于钢玉,性脆而锋利,有良好的导热性和导电性
|
磨削铸铁、黄铜、铝及非金属
|
|
绿碳化硅
|
绿碳化硅
|
GC
|
3280-3400
|
绿色
|
优良的导电性
|
||
|
高硬磨料
|
立方氮化硼
|
CBN
|
立方氮化硼
|
8000-9000
|
黑色
|
硬度仅次于金刚石,耐磨性和导电性好,发热量小
|
磨削硬质合金、不锈钢、高合金钢等难加工材料
|
|
人造金刚石
|
MBD
|
碳结晶体
|
10000
|
乳白色
|
硬度极高,韧性很差,价格昂贵
|
|
磨 粒
|
磨 粒
|
微 粉
|
|||
|
粒 度 号
|
颗 粒 尺 寸 ( um )
|
粒度号
|
颗 粒 尺 寸 ( um)
|
粒 度 号
|
颗 粒 尺 寸 (um)
|
|
14 #
|
1600~1250
|
70 #
|
250~200
|
W40
|
40~28
|
|
16 #
|
1250~1000
|
80 #
|
200~160
|
W28
|
28~20
|
|
20 #
|
1000~800
|
100 #
|
160~125
|
W20
|
20~14
|
|
24 #
|
800~630
|
120 #
|
125~100
|
W14
|
14~10
|
|
30 #
|
630~500
|
150 #
|
100~80
|
W10
|
10~7
|
|
36 #
|
500~400
|
180 #
|
80~63
|
W7
|
7~5
|
|
46 #
|
400~315
|
240 #
|
63~50
|
W5
|
5~3.5
|
|
60 #
|
315~250
|
280 #
|
50~40
|
W3.5
|
3.5~2.5
|
|
粒度号
|
颗粒尺寸范围/μm
|
适用范围
|
粒度号
|
颗粒尺寸范围/μm
|
适用范围
|
|
12-36
|
2000-1600
500-400
|
粗磨、荒磨、切断钢坯、打磨毛刺
|
W40-20
|
40-28
20-14
|
精磨、超精磨、螺纹磨、珩磨
|
|
46-80
|
400-315
200-160
|
粗磨、半精磨、精磨
|
W14-10
|
14-10
10-7
|
精磨、精细磨、超精磨、镜面磨
|
|
100-280
|
165-125
50-40
|
精磨、成型磨、刀具刃磨、珩磨
|
W7-3.5
|
7-5
3.5-2.5
|
超精磨、镜面磨、制作研磨剂等
|
|
种类
|
代号
|
性能
|
用途
|
|
陶瓷
|
V
|
耐热性、耐腐蚀性好、气孔率大、易保持轮廓、弹性差
|
应用广泛,适用于 v<35m/s的各种成形磨削、磨齿轮、磨螺纹等
|
|
树脂
|
B
|
强度高、弹性大、耐冲击、坚固性和耐热性差、气孔率小
|
适用于 v>50m/s的高速磨削,可制成薄片砂轮,用于磨槽、切割等
|
|
橡胶
|
R
|
强度和弹性更高、气孔率小、耐热性差、磨粒易脱落
|
适用于无心磨的砂轮和导轮、开槽和切割的薄片砂轮、抛光砂轮等
|
|
金属
|
M
|
韧性和成形性好、强度大、但自锐性差
|
可制造各种金刚石磨具
|
|
硬度等级
|
大级
|
超软
|
软
|
中软
|
中
|
中硬
|
硬
|
超硬
|
|||||||||
|
小级
|
超软
|
软1
|
软2
|
软3
|
中软1
|
中软2
|
中1
|
中2
|
中硬1
|
中硬2
|
中硬3
|
硬1
|
硬2
|
超硬
|
|||
|
代号
|
D
|
E
|
F
|
G
|
H
|
J
|
K
|
L
|
M
|
N
|
P
|
Q
|
R
|
S
|
T
|
Y
|
|
组织号
|
0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
磨粒率%
|
62
|
60
|
58
|
56
|
54
|
52
|
50
|
48
|
46
|
44
|
42
|
40
|
38
|
36
|
34
|
|
类别
|
紧密
|
中等
|
疏松
|
||||||||||||
|
应用
|
精磨、成型磨
|
淬火工件、刀具
|
韧性大和硬度低的金属
|
|
砂轮名 称
|
简图
|
代号
|
尺寸表示法
|
主要用途
|
|
平形砂 轮
|
P
|
PD×H×d
|
用于磨外圆、内圆、平面和无心磨等
|
|
|
双面凹砂轮
|
PSA
|
PSA
D×H×d—2—d 1×t 1×t 2
|
用于磨外圆、无心磨和刃磨刀具
|
|
|
双斜边砂轮
|
PSX
|
PSXD×H×d
|
用于磨削齿轮和螺纹
|
|
|
筒形砂 轮
|
N
|
ND×H×d
|
用于立轴端磨平面
|
|
|
碟形砂 轮
|
D
|
DD×H×d
|
用于刃磨刀具前面
|
|
|
碗形砂 轮
|
BW
|
BWD×H×d
|
用于导轨磨及刃磨刀具
|
1、“瑞达”牌布质砂轮粘著剂(抛光用速干胶-冷胶)产品,分为手抛型冷胶和机抛型冷胶。该产品是代替传统骨胶及泡花碱的新型产品,是抛光布轮粘金刚砂磨料用最佳抛光耗材。(点击下图查看更多产品) |
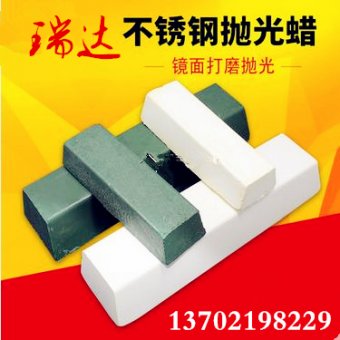
2、天津瑞达鑫华抛磨材料有限公司专业生产各类不锈钢抛光膏、工业抛光蜡,五金抛光蜡、抛光皂、研磨抛光膏产品,包括红抛光膏,白抛光膏,绿抛光膏,灰抛光膏,紫抛光膏,黄抛光膏(砂蜡),粗抛红色磨光蜡,中抛白色磨光蜡,精抛绿色研磨蜡等抛光材料。(点击下图查看更多产品) |
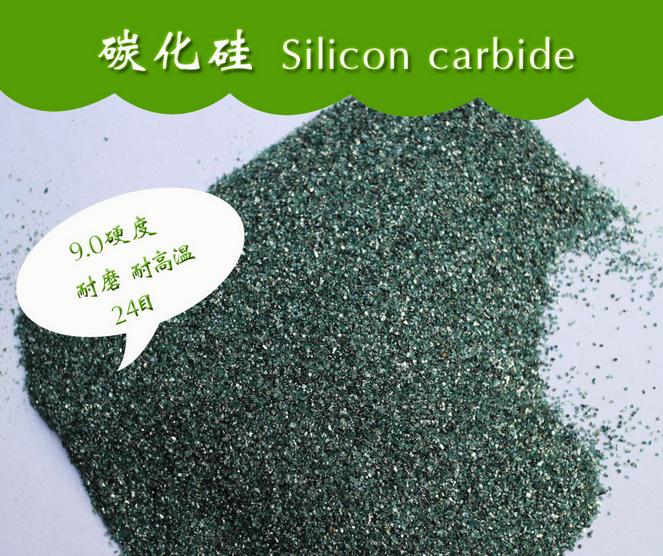
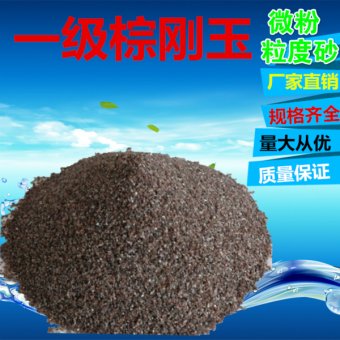
3、天津瑞达鑫华抛磨材料有限公司生产销售各型号天然金刚砂磨料,品种有优质黑刚玉磨料,棕刚玉磨料,白刚玉磨料,黑碳化硅磨料,绿碳化硅磨料,耐磨地坪砂磨料,钢结构喷砂除锈专用金刚砂,铜矿砂,石榴石砂,石英砂,水刀砂等天然磨料及人造磨料的粒度砂磨料产品(点击下图查看更多产品) |
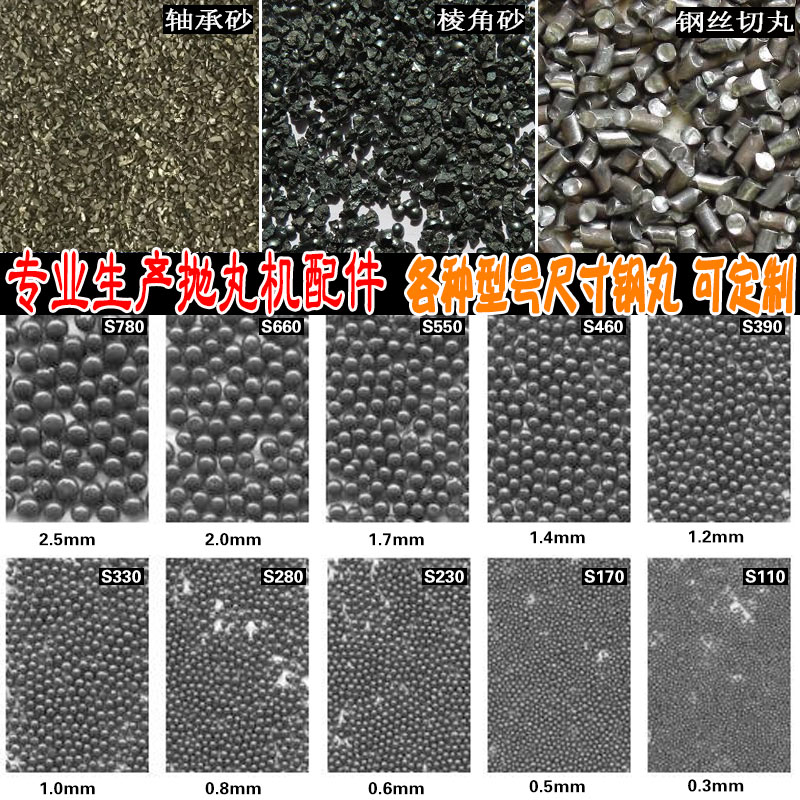
4、厂家直销喷丸-抛丸-抛光喷砂玻璃微珠-喷丸玻璃砂,铸钢砂-铸钢丸-钢丝切丸-合金钢丸-不锈钢丸-研磨丸-棱角砂-钢丸钢砂-喷砂除锈用金属磨料系列:(点击下图查看更多产品) |
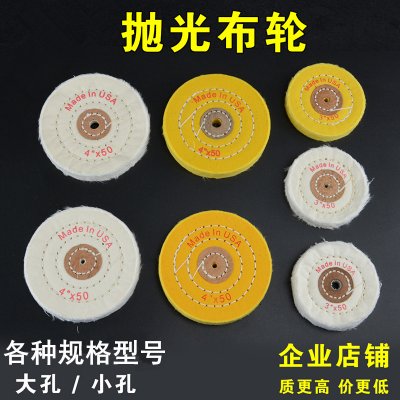
5、专业生产各类抛光布轮_麻轮等磨具的生产厂家。本厂主要生产:漂白布轮,黄布轮,扣布轮,黑布轮,白布轮,黄布轮,红布轮,绒布轮,机抛布轮,带杆布轮,平面布轮,白整布布轮,绒布布轮,线合布轮,胶合布轮,油麻轮,牛仔布轮,花尖布轮,片子轮,白整布轮,麻轮,异形砂轮,磨头,砂带等磨具产品。(点击下图查看更多产品) |

以上是由华北地区最大最专业的抛光研磨喷砂除锈磨料磨具等抛磨材料生产批发供应商—【天津市瑞达鑫华抛磨材料有限公司抛光用冷胶_不锈钢抛光蜡_金刚砂磨料_黑刚玉磨料_棕刚玉磨料_铸钢丸砂_玻璃微珠_抛光布轮_剑麻轮_牛骨胶等磨料磨具。为您提供研磨砂轮_磨头十大品牌供应商的研磨砂轮_磨头生产厂家_规格_型号_参数_价格行情_多少钱一吨_报价_图片_用途_生产工艺_技术配方_使用方法等有关产品介绍信息,采购客户可以直接联系厂家销售人员获取砂轮磨头,抛光磨头,研磨磨头,金属打磨头,磨头厂家,磨头砂轮,砂带规格,砂轮制造厂,抛光砂轮的详细资料和技术支持等信息。