金属不锈钢刀具的刀具锋刃打磨光抛光方法
生产厂家:天津瑞达抛光研磨喷砂磨料磨具厂家发布时间:2017-04-25
金属不锈钢刀具的刀具锋刃打磨光抛光的方法和步骤:
(1)、先磨光抛光去前面、后面上的焊渣,并将金属不锈钢刀具底面磨光抛光平,可用粒度号为24-36号的氧化铝砂轮。
(2)、粗磨光抛光主后面和副后面的刀柄部分:刀具锋刃打磨光抛光时,在砂轮的外圆柱略高于砂轮中心的水平位置将金属不锈钢刀具翘起一个比刀体上后角大20-30的角度,并作左右缓慢移动,以便刀具锋刃打磨光抛光刀体上的主后角和副后角。可选粒度为24-36,硬度为中软的氧化铝砂轮。
(3)、粗磨光抛光刀体上的主后面:磨光抛光后刀面时,刀柄应与砂轮轴线保持平行,同时刀体的底平面向砂轮方向倾斜一个比主后角大20的角度。刀具锋刃打磨光抛光时,先把金属不锈钢刀具已磨光抛光好的后隙面靠在砂轮的外圆上,以接近砂轮的中心位置为刀具锋刃打磨光抛光的起始位置,然后使刀具锋刃打磨光抛光继续向砂轮靠近,并作左右缓慢移动。当砂轮磨光抛光至刀刃处即可结束。这样可同时磨光抛光出主偏角与主后角。可选用36-60号的碳化硅砂轮。
(4)、粗磨光抛光刀体上的副后角:磨光抛光副后面时,刀柄尾部应向右转过一个副偏角的角度,同时金属不锈钢刀具底平面向砂轮方向倾斜一个比副后角大20的角度,具体刀具锋刃打磨光抛光方法与粗磨光抛光刀体上主后面大体相同,不同的是粗磨光抛光副后面时砂轮应磨光抛光到刀尖处为止。也可同时磨光抛光出副偏角和副后角。
(5)、粗磨光抛光前面:以砂轮的端面粗磨光抛光出金属不锈钢刀具的前面,并在磨光抛光前面的同时磨光抛光出前角。
(6)、磨光抛光断屑槽:断屑槽有两种,一种是直线型,适用于切削较硬的材料;一种是圆弧型,适用于较软的材料。

天津瑞达鑫华抛磨材料有限公司-www.tjrdxh.com-电话13702198229-抛光磨料喷砂磨料研磨抛光材料介绍
1、“瑞达”牌布质砂轮粘著剂(抛光用速干胶-冷胶)产品,分为手抛型冷胶和机抛型冷胶。该产品是代替传统骨胶及泡花碱的新型产品,是抛光布轮粘金刚砂磨料用最佳抛光耗材。(点击下图查看更多产品)
 |
2、天津瑞达鑫华抛磨材料有限公司专业生产各类不锈钢抛光膏、工业抛光蜡,五金抛光蜡、抛光皂、研磨抛光膏产品,包括红抛光膏,白抛光膏,绿抛光膏,灰抛光膏,紫抛光膏,黄抛光膏(砂蜡),粗抛红色磨光蜡,中抛白色磨光蜡,精抛绿色研磨蜡等抛光材料。(点击下图查看更多产品)
 |
3、天津瑞达鑫华抛磨材料有限公司生产销售各型号天然金刚砂磨料,品种有优质黑刚玉磨料,棕刚玉磨料,白刚玉磨料,黑碳化硅磨料,绿碳化硅磨料,耐磨地坪砂磨料,钢结构喷砂除锈专用金刚砂,铜矿砂,石榴石砂,石英砂,水刀砂等天然磨料及人造磨料的粒度砂磨料产品(点击下图查看更多产品)
 |
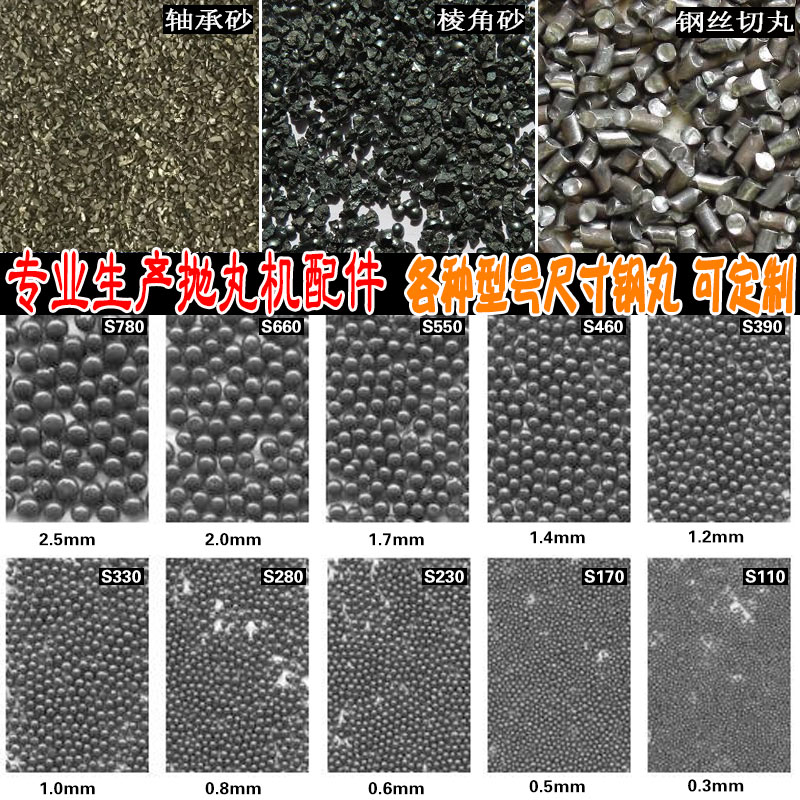
4、厂家直销喷丸-抛丸-抛光喷砂玻璃微珠-喷丸玻璃砂,铸钢砂-铸钢丸-钢丝切丸-合金钢丸-不锈钢丸-研磨丸-棱角砂-钢丸钢砂-喷砂除锈用金属磨料系列:(点击下图查看更多产品)
 |
5、专业生产各类抛光布轮_麻轮等抛光布轮麻轮的生产厂家。本厂主要生产:漂白布轮,黄布轮,扣布轮,白整布布轮,绒布布轮,线合布轮,胶合布轮,油麻轮,片子轮,剑麻轮,抛光麻轮,异形砂轮,磨头,砂带等抛光布轮麻轮产品。(点击下图查看更多产品)
 |

手工刀具锋刃打磨光抛光的断屑槽一般为圆弧型,须将砂轮的外圆和端面的交角处用修砂轮的金刚石笔修磨光抛光成相应的圆弧。若刀具锋刃打磨光抛光出直线型断屑槽,则砂轮的交角须修磨光抛光得很尖锐。刀具锋刃打磨光抛光时可向下磨光抛光或向上磨光抛光,但选择刀具锋刃打磨光抛光断屑槽部位时,应考虑留出刀头倒棱的宽度。
刀具锋刃打磨光抛光断屑槽的注意事项:
砂轮交角处应经常保持尖锐或具有一定形状的圆弧,当砂轮的棱边有较大的棱角时,应及时修整。
刀具锋刃打磨光抛光的起点位置应该与刀尖、主切削刃离开一定的距离,与主切削刃的距离为断屑槽宽度的一半加上倒棱的宽度。
刀具锋刃打磨光抛光时,注意不能用力过大,金属不锈钢刀具沿刀柄方向缓慢移动。尺寸小的一次成形,尺寸大的可分为粗磨光抛光与精磨光抛光两个过程磨光抛光削成形。
(7)、精磨光抛光主后面与副后面:精磨光抛光前最好修整好砂轮,保持砂轮平稳旋转,金属不锈钢刀具的底平面靠在调整好的托架上,并使切削刃轻轻靠在砂轮端面上,沿砂轮的端面缓慢左右移动。可选项用粒度为180-200号的砂轮。
(8)、磨光抛光负倒棱:负倒棱的倾斜角度为-50--100,宽度b=(0.5-0.8)f。对于采用较在前角的硬质合金金属不锈钢刀具,以及强度硬度特别低的材料不宜采用负倒棱。
磨光抛光负倒棱时,用力轻微,要使主切削刃的后端向刀尖方向摆动。刀磨光抛光时可采用直磨光抛光法和横磨光抛光法,最好采用直磨光抛光法。
(9)、磨光抛光过渡刃:磨光抛光过渡刃与磨光抛光后刀面的方法相同,刀具锋刃打磨光抛光车削较硬材料的金属不锈钢刀具时,也可在过渡刃上磨光抛光出负倒棱。
(10)、金属不锈钢刀具的手工研磨光抛光:用油石研磨光抛光,要求动作平稳,用力均匀。
注意:刀具锋刃打磨光抛光时应站在砂轮的侧面进行刀具锋刃打磨光抛光。
1、砂轮的选用:
(1)、氧化铝砂轮:呈白色,其砂粒韧性好,比较锋利,但硬度稍低,适用于刀具锋刃打磨光抛光高速钢与硬质合金的刀杆部分。氧化铝砂轮也叫刚玉。
(2)、碳化硅砂轮:呈绿色,其砂粒硬度高,切削性能好,但较脆,适用于刀具锋刃打磨光抛光硬质合金金属不锈钢刀具。
砂轮的粗细以粒度表示,粗磨光抛光时用粗粒度,精磨光抛光时用细粒度。
以上信息由【天津市瑞达鑫华抛磨材料有限公司—生产经营范围:抛光用冷胶_不锈钢抛光蜡_金刚砂磨料_黑刚玉磨料_棕刚玉磨料_铸钢丸砂_玻璃微珠_抛光布轮_剑麻轮_牛骨胶等磨料磨具。】收集整理,更多相关(金属不锈钢刀具的刀具锋刃打磨光抛光方法)和磨料磨具资讯及产品介绍请点击官方网站http://www.tjrdxh.com/