固结磨料研磨抛光布轮粘砂抛光轮研磨抛光超硬非金属材料表面的工艺方法
生产厂家:天津瑞达抛光研磨喷砂磨料磨具厂家发布时间:2017-04-29
探索采用固结磨料研磨抛光布轮粘砂抛光轮研磨抛光超硬非金属材料表面的工艺方法,可以为超硬非金属材料表面超精密加工工艺的制订提供依据。
一、超硬非金属材料表面加工方法
目前国内外主要是根据超硬非金属材料表面特殊的微观组成结构和性能特点,对其表面进行精密和超精密的磨削加工,从而达到纳米级的表面质量和平面度。中科院长春光机所韩荣久等人的研究表明,超硬非金属材料表面的晶粒尺寸大约为30~40nm。因此,要实现其原子量级的去除,获得超光滑表面,必须采用纳米级的抛光磨料。超硬非金属材料表面表面原子在磨料微粒的撞击作用下脱离工件主体,从而被去除。而原子的去除过程则是磨料与工件在原子水平的碰撞、扩散和填补过程。因此研磨和抛光加工是现阶段加工超硬非金属材料表面的主要工艺方法。
二、固结磨料研磨抛光加工超硬非金属材料表面的工艺研究
1、研磨抛光实验设置
1.1、研磨抛光平台
研磨抛光试验在PHL-350型平面高速研磨抛光系统上进行,为了提高研磨盘的平面度,减小行为误差,通常在加工之前将研磨盘两两互研,并用刀口尺检查研磨盘的平面度,以保证被加工工件的表面质量。
1.2、研磨抛光布轮粘砂抛光轮
研磨抛光布轮粘砂抛光轮在CMP过程中具有贮存抛光液并把它们运送到工件的整个加工区域、维持抛光所需的机械和化学环境、传递材料去除所需的机械载荷等作用[1]。因此,本文采用粒度为W14的金刚石亲水性FAP作为研磨抛光布轮粘砂抛光轮,以实现高效高质低成本的CMP加工具有重要的意义。

天津瑞达鑫华抛磨材料有限公司-www.tjrdxh.com-电话13702198229-抛光磨料喷砂磨料研磨抛光材料介绍
1、“瑞达”牌布质砂轮粘著剂(抛光用速干胶-冷胶)产品,分为手抛型冷胶和机抛型冷胶。该产品是代替传统骨胶及泡花碱的新型产品,是抛光布轮粘金刚砂磨料用最佳抛光耗材。(点击下图查看更多产品)
 |
2、天津瑞达鑫华抛磨材料有限公司专业生产各类不锈钢抛光膏、工业抛光蜡,五金抛光蜡、抛光皂、研磨抛光膏产品,包括红抛光膏,白抛光膏,绿抛光膏,灰抛光膏,紫抛光膏,黄抛光膏(砂蜡),粗抛红色磨光蜡,中抛白色磨光蜡,精抛绿色研磨蜡等抛光材料。(点击下图查看更多产品)
 |
3、天津瑞达鑫华抛磨材料有限公司生产销售各型号天然金刚砂磨料,品种有优质黑刚玉磨料,棕刚玉磨料,白刚玉磨料,黑碳化硅磨料,绿碳化硅磨料,耐磨地坪砂磨料,钢结构喷砂除锈专用金刚砂,铜矿砂,石榴石砂,石英砂,水刀砂等天然磨料及人造磨料的粒度砂磨料产品(点击下图查看更多产品)
 |
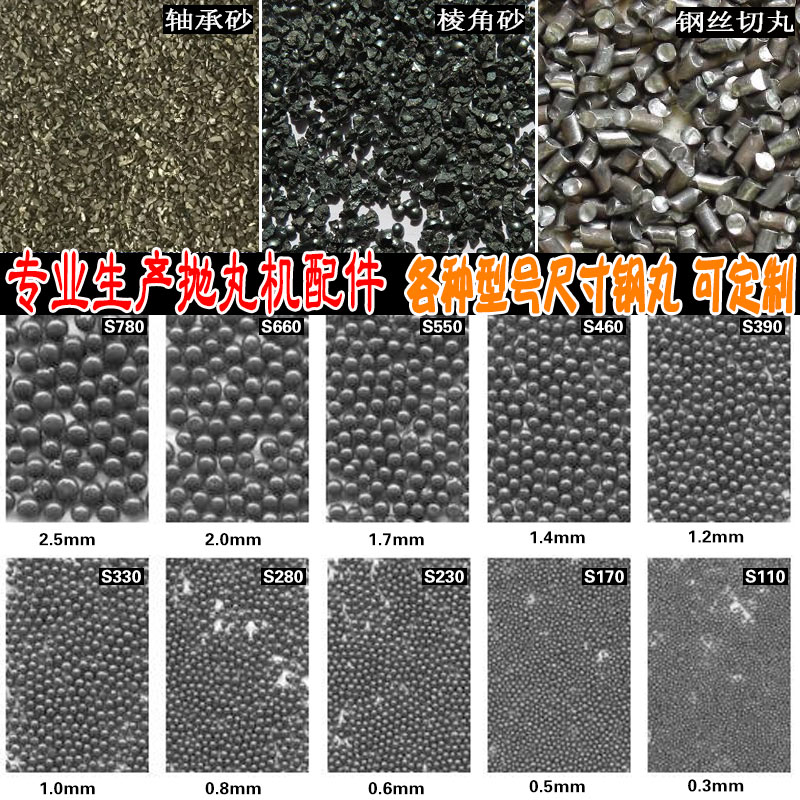
4、厂家直销喷丸-抛丸-抛光喷砂玻璃微珠-喷丸玻璃砂,铸钢砂-铸钢丸-钢丝切丸-合金钢丸-不锈钢丸-研磨丸-棱角砂-钢丸钢砂-喷砂除锈用金属磨料系列:(点击下图查看更多产品)
 |
5、专业生产各类抛光布轮_麻轮等抛光布轮麻轮的生产厂家。本厂主要生产:漂白布轮,黄布轮,扣布轮,白整布布轮,绒布布轮,线合布轮,胶合布轮,油麻轮,片子轮,剑麻轮,抛光麻轮,异形砂轮,磨头,砂带等抛光布轮麻轮产品。(点击下图查看更多产品)
 |

1.3、研磨抛光液
采用去离子水和其它化学添加剂作为抛光液,省去了传统游离磨料抛光中抛光浆料和悬浮微粒的处理以及pH值的变化造成磨粒性能不稳定及沉淀等问题,简化了传统游离磨料抛光中抛光废液的处理,具有绿色环保的特点[2]。本实验中所使用的抛光液仅为去离子水。
2、压力P、转速ω1、偏心距e的变化对工件表面质量的影响
2.1、表面质量
被加工工件表面质量是作为评价FAP加工性能的另一重要指标,包括工件三维轮廓表面粗糙度Sa,Ra和工件的平面度。其中,三维轮廓表面粗糙度Sa,Ra和局部平面度PV由ADEMicroXAM系统测得,测量的范围为868μm×646μm,扫面深度50nm,放大倍数为5×2.0。
2.2、压力P的变化对Sa,Ra的影响
分别选取压力P为0.05Mpa,0.075Mpa,0.1Mpa,其他参数如下:ω1=150rpm,e=70mm,对超硬非金属材料表面片进行研磨,每片的研磨时间为10min。研磨前后用酒精清洗表面,烘干后分别在工件中间、中部、边缘3个位置取2个测量点测量其Sa和Ra,取平均值,计算标准差,分析3种压力下研磨加工超硬非金属材料表面不同位置处的表面粗糙度对比结果,可以看出:1)压力的变化会影响超硬非金属材料表面研磨的粗糙度,过高的压力不利于研磨抛光超硬非金属材料表面表面质量的提高。2)超硬非金属材料表面加工后的粗糙度边缘位置要优于中部和中间位置,利用固结磨料加工超硬非金属材料表面时压力不应过高。
2.3、转速ω1的变化对Sa,Ra的影响
分别选取转速ω1为100rpm,150rpm,200rpm,其他加工参数如下:P=0.075Mpa,e=70mm,对超硬非金属材料表面片进行研磨,每片的研磨时间为10min。研磨前后用酒精清洗表面,烘干后分别在工件中间、中部、边缘3个位置取2个测量点测量其Sa和Ra,取平均值,计算标准差,分析3种转速下研磨加工超硬非金属材料表面不同位置处的表面粗糙度对比结果,可以看出:1)转速对超硬非金属材料表面粗糙度值的影响呈现正态分布,转速适当提高有利于稳定超硬非金属材料表面粗糙度值。2)超硬非金属材料表面加工后的粗糙度边缘位置要明显优于中部和中间位置。
2.4、偏心距e的变化对Sa,Ra的影响
分别选取偏心距e为50mm,70mm,90mm,其他加工参数如下:P=0.075Mpa,ω1=150rpm,对超硬非金属材料表面片进行研磨,每片的研磨时间为10min。研磨前后用酒精清洗表面,烘干后分别在工件中间、中部、边缘3个位置取2个测量点测量其Sa和Ra,取平均值,计算标准差,分析3种偏心距下研磨加工超硬非金属材料表面不同位置处的表面粗糙度对比结果,可以看出:1)偏心距增大,研磨速度增加,可以获得更高的表面精度。2)边缘部位的表面粗糙度较中间和中部更低。
2.5、工艺参数对表面质量的影响分析
综合上述对比结果可知,用固结磨料研磨加工超硬非金属材料表面可以获得优于传统加工方式的表面质量。而从不同压力、转速、偏心距下研磨超硬非金属材料表面所获得的Sa,Ra和Pv值的对比分析可知,根据加工的要求合理选择压力、转速、偏心距等主要工艺参数。
三、超硬非金属材料表面研磨加工后的表面形貌
在工具显微镜1500倍率观察下的经过固结磨料研磨加工后的超硬非金属材料表面表面形貌,从中可以看出其研磨后的表面几乎全是无规则的点坑,却没有划痕,这说明超硬非金属材料表面在研磨过程中材料的去除方式主要是脆性去除,而不是塑性去除,从而也说明了超硬非金属材料表面属于脆硬材料,其结构属于多晶体,因此采用固结磨料研磨加工的方式非常适合。
四、总结
超硬非金属材料表面以优良的物理特性被广泛用于各个领域,因此对于超硬非金属材料表面的研究有着重大的意义。因此本文开展了固结磨料研磨抛光加工超硬非金属材料表面的工艺研究,借助实验研究、理论分析等手段,深入地研究了固结磨料研磨抛光加工超硬非金属材料表面的工艺方法和工艺参数,以解决传统的加工方式难加工材料的问题
以上信息由【天津市瑞达鑫华抛磨材料有限公司—生产经营范围:抛光用冷胶_不锈钢抛光蜡_金刚砂磨料_黑刚玉磨料_棕刚玉磨料_铸钢丸砂_玻璃微珠_抛光布轮_剑麻轮_牛骨胶等磨料磨具。】收集整理,更多相关(固结磨料研磨抛光布轮粘砂抛光轮研磨抛光超硬非金属材料表面的工艺方法)和磨料磨具资讯及产品介绍请点击官方网站http://www.tjrdxh.com/