不锈钢金属钢结构打磨抛光喷砂除锈磨削制造工艺
生产厂家:天津瑞达抛光研磨喷砂磨料磨具厂家发布时间:2017-03-27
 不锈钢金属钢结构鉴于奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢抗拉强度强,耐腐蚀性和耐热性强,而且以加热、高温或者高压的方式接合金属连接性和延展性较好的特点,本文以奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢SUS3011为主要材料,并辅以奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢SUS304材料,中端选用高强度的耐候钢。金属钢结构采用应用较广的板梁结构,即由底架、侧墙、顶盖、端墙及司机室五部分组成。其中,底架包括端部件、边梁、主横梁、波纹地板等部件构成,侧墙和端墙均采用骨架加外板结构,骨架则为帽形结构,外板为平直表面。鉴于不锈钢金属钢结构的特点,我们对金属钢结构左、右侧墙单元分别使用激光以加热、高温或者高压的方式接合金属连接结构和点以加热、高温或者高压的方式接合金属连结构。顶盖则由顶盖边梁、侧顶板、顶盖弯梁、隔墙、波纹顶板、空调平台等组成,而则采用不锈钢骨架和外部套装整体玻璃钢罩结构。
不锈钢金属钢结构鉴于奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢抗拉强度强,耐腐蚀性和耐热性强,而且以加热、高温或者高压的方式接合金属连接性和延展性较好的特点,本文以奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢SUS3011为主要材料,并辅以奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢SUS304材料,中端选用高强度的耐候钢。金属钢结构采用应用较广的板梁结构,即由底架、侧墙、顶盖、端墙及司机室五部分组成。其中,底架包括端部件、边梁、主横梁、波纹地板等部件构成,侧墙和端墙均采用骨架加外板结构,骨架则为帽形结构,外板为平直表面。鉴于不锈钢金属钢结构的特点,我们对金属钢结构左、右侧墙单元分别使用激光以加热、高温或者高压的方式接合金属连接结构和点以加热、高温或者高压的方式接合金属连结构。顶盖则由顶盖边梁、侧顶板、顶盖弯梁、隔墙、波纹顶板、空调平台等组成,而则采用不锈钢骨架和外部套装整体玻璃钢罩结构。
二、基本制造工艺分析
不锈钢金属钢结构的零部件与铝合金金属钢结构相比不仅数量多,而且结构复杂。此外,
金属钢结构以加热、高温或者高压的方式接合金属连后无需进行再次涂装,因此零部件的质量和精度直接影响整车的质量。不锈钢金属钢结构的制造过程即首先对部件进行制作,然后组成以加热、高温或者高压的方式接合金属连接成整车。在制造工艺中,主要包含电阻点以加热、高温或者高压的方式接合金属连、熔以加热、高温或者高压的方式接合金属连和激光以加热、高温或者高压的方式接合金属连3种。其中,①点以加热、高温或者高压的方式接合金属连是不锈钢金属钢结构制造中的主要应用技术,这是由于不锈钢自身的热物理性和以加热、高温或者高压的方式接合金属连接的特性所决定的,对不能进行点以加热、高温或者高压的方式接合金属连的部位则采用MAG以加热、高温或者高压的方式接合金属连。②熔以加热、高温或者高压的方式接合金属连,即为了尽可能地降低以加热、高温或者高压的方式接合金属连接热传入,减小变形,以及有效降低以加热、高温或者高压的方式接合金属连接残余应力和防治晶间腐蚀,提高接头强度,不锈钢熔以加热、高温或者高压的方式接合金属连采用小电流快速以加热、高温或者高压的方式接合金属连,即采用逆变脉冲以加热、高温或者高压的方式接合金属连机,规格为 0.8、 1.0的SS303LSi以加热、高温或者高压的方式接合金属连丝。③激光以加热、高温或者高压的方式接合金属连接在本次研究中用于左侧墙,即侧墙骨架,角接和侧墙外蒙皮,以及侧墙骨架和蒙皮
3部分激光以加热、高温或者高压的方式接合金属连对接。
天津瑞达鑫华抛磨材料有限公司(电话:13702198229)-磨料磨具抛光材料产品介绍
1、“瑞达”牌布质砂轮粘著剂(抛光用速干胶-冷胶)产品,分为手抛型冷胶和机抛型冷胶。该产品是代替传统骨胶及泡花碱的新型产品,是抛光布轮粘金刚砂磨料用最佳抛光耗材。(点击下图查看更多产品)
 |
2、天津瑞达鑫华抛磨材料有限公司专业生产各类不锈钢抛光膏、工业抛光蜡,五金抛光蜡、抛光皂、研磨抛光膏产品,包括红抛光膏,白抛光膏,绿抛光膏,灰抛光膏,紫抛光膏,黄抛光膏(砂蜡),粗抛红色磨光蜡,中抛白色磨光蜡,精抛绿色研磨蜡等抛光材料。(点击下图查看更多产品)
 |
3、天津瑞达鑫华抛磨材料有限公司生产销售各型号天然金刚砂磨料,品种有优质黑刚玉磨料,棕刚玉磨料,白刚玉磨料,黑碳化硅磨料,绿碳化硅磨料,耐磨地坪砂磨料,钢结构喷砂除锈专用金刚砂,铜矿砂,石榴石砂,石英砂,水刀砂等天然磨料及人造磨料的粒度砂磨料产品(点击下图查看更多产品)
 |
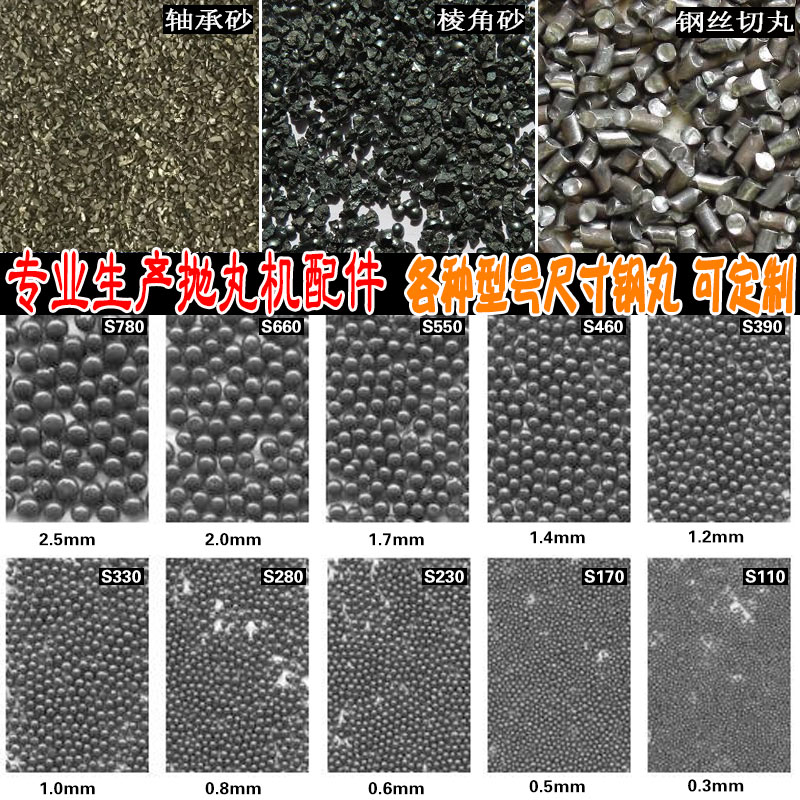
4、厂家直销喷丸-抛丸-抛光喷砂玻璃微珠-喷丸玻璃砂,铸钢砂-铸钢丸-钢丝切丸-合金钢丸-不锈钢丸-研磨丸-棱角砂-钢丸钢砂-喷砂除锈用金属磨料系列:(点击下图查看更多产品)
 |
5、专业生产各类抛光布轮_麻轮等磨具的生产厂家。本厂主要生产:漂白布轮,黄布轮,扣布轮,黑布轮,白布轮,黄布轮,红布轮,绒布轮,机抛布轮,带杆布轮,平面布轮,白整布布轮,绒布布轮,线合布轮,胶合布轮,油麻轮,牛仔布轮,花尖布轮,片子轮,白整布轮,麻轮,异形砂轮,磨头,砂带等磨具产品。(点击下图查看更多产品)
 |

三、制造工艺的难点与技术分析
根据不锈钢金属钢结构的特点,主要应从机械加工以及以加热、高温或者高压的方式接合金属连接工艺两个制造中较为关键的环节入手,具体阐述如下。
1、机械加工方面
(1)防止刀具变形和震动
不锈钢金属钢结构由于其材质为不锈钢的特殊性,因此排屑困难,而且对刀具的磨损较大,二期其低热传导性能亦造成刀具变形,而且积屑瘤很容易造成微小块粉屑留在切销刃上,致死加工表面粗糙,严重的甚至造成不正常的破裂和刀具崩刃。鉴于上述加工中容易出现的问题,所以选择机床时,一定要尽可能地选择刚性足够、功率较大的机床,以防止打磨抛光喷砂除锈磨削过程中发生变形和震动。为防止震动机床相应的部位间隙应尽可能的小,而且工件的装夹应牢固,否则也会导致震动的发生。此外,为减小震动还应适当增加钻心厚度,以及钻杆强度,而且打磨抛光喷砂除锈磨削时,刀具打磨抛光喷砂除锈磨削部位的材料应具有较高的耐磨性和抗温性。
(2)不锈钢打磨抛光喷砂除锈磨削要点
因为不锈钢具有韧性强、硬度化强、导热性差、不易切离,以及站复习强等特点,所以在打磨抛光喷砂除锈磨削加工时,应根据具体情况具体分析,一般主要从以下3方面着手,即①应用较大前角,即在12°~3O°之间,可有效降低打磨抛光喷砂除锈磨削热和打磨抛光喷砂除锈磨削力,减少打磨抛光喷砂除锈磨削时的震动,减弱加工的硬化效应。②后角应在6°~8°之间,因为后角越大,刀具楔角越小,打磨抛光喷砂除锈磨削刃强度则会降低,致使刀具磨损加快,同时打磨抛光喷砂除锈磨削时易发生震动。而后角过小,不锈钢的变形则增大大,易使加工表面发生摩擦,致使表面粗糙度加深,加速刀具磨损。③打磨抛光喷砂除锈磨削部分前后刀面的表面粗糙度值,应小于Ra0.4μm。同时,打磨抛光喷砂除锈磨削刃应保持光洁圆滑,不能有锯齿状。所以,在砂轮机上韧磨后,应进行适当的研磨或用油石仔细修磨刀刃,从而使刀具尽快进入正常 磨损阶段,提高刀具的耐用度。此外,在打磨抛光喷砂除锈磨削时,刀刃若出现局部轻微磨损或刀瘤时,必需立即用油石消除,以提高其耐用度。④在不锈钢钻孔时,应时刻注意机床运转时发出的声音和切屑情况。一般,若用不锈钢群钻时,切屑会呈条状沿钻头螺旋槽从孔口泄出,此时若发生切屑杂乱、不顺利的情况时,则应立即退刀,以方便排屑,并查看钻头是否磨损。值得注意的是,在深孔加工时,当孔深达到3~4个钻头直径,以及l~2个钻头直径时,均应退刀一次,并循环交替此操作。另外,应时刻注意钻头的是否出现磨损、刀瘤的情况,以便及时用油石清理。
2、以加热、高温或者高压的方式接合金属连接方面
(1)电阻点以加热、高温或者高压的方式接合金属连
在不锈钢金属钢结构制造过程中,电阻点以加热、高温或者高压的方式接合金属连是较为重要的工艺,在制造过程中,首先应根据不锈钢金属钢结构的点以加热、高温或者高压的方式接合金属连设计进行多规格、多层板的点以加热、高温或者高压的方式接合金属连工艺试验,从试验中观察、掌握材料的登记编号、板厚的组合变化、以及以加热、高温或者高压的方式接合金属连接层数变化导致的点以加热、高温或者高压的方式接合金属连工艺参数变化规律。然后结合实际使用的设备、材料等相关条件进行点以加热、高温或者高压的方式接合金属连实验,进而确定产品的实际以加热、高温或者高压的方式接合金属连接参数。如当板厚>3毫米时,以加热、高温或者高压的方式接合金属连心处裂纹较少,且常存在缩孔。尤其本文选用的奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢不锈钢,因其膨胀系数大,因此更易出现缩孔,因此在操作时,应加大点以加热、高温或者高压的方式接合金属连压力,尤其是熔核形成及冷却时的锻压力。
(2)激光以加热、高温或者高压的方式接合金属连接
激光以加热、高温或者高压的方式接合金属连接的光斑直径非常小,所以对零部件的加工和装备的精度和标准都很高,比如1毫米的板以加热、高温或者高压的方式接合金属连接间隙,错边必须控制在0.1毫米范围内,所以操作起来难度较大,在使用中,应尽可能地通过控制零件的加工精度,优化以加热、高温或者高压的方式接合金属连接工装和以加热、高温或者高压的方式接合金属连接参数,改进以加热、高温或者高压的方式接合金属连接方向体现激光以加热、高温或者高压的方式接合金属连接的精确性,对此尚须不断摸索和实践。
以上信息由【天津市瑞达鑫华抛磨材料有限公司—生产经营范围:抛光用冷胶_不锈钢抛光蜡_金刚砂磨料_黑刚玉磨料_棕刚玉磨料_铸钢丸砂_玻璃微珠_抛光布轮_剑麻轮_牛骨胶等磨料磨具。】收集整理,更多相关(不锈钢金属钢结构打磨抛光喷砂除锈磨削制造工艺)和磨料磨具资讯及产品介绍请点击官方网站http://www.tjrdxh.com/