不锈钢餐具刀具打磨光抛光技术
生产厂家:天津瑞达抛光研磨喷砂磨料磨具厂家发布时间:2017-03-27
在食品级不锈钢餐具刀具生产中,如何改进和提高传统的打磨光抛光工艺技术水平,并根据需要开发新的更好更先进的表面打磨光抛光技术是一项重要的任务。

1 不锈钢餐具刀具打磨光抛光技术
不锈钢打磨光抛光是指利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。本文主要介绍运用手工机械打磨光抛光方法,对不锈钢餐具刀具工件表面进行加工,以达到设计要求。
根据多年打磨光抛光工作总结,其打磨光抛光过程大致可分为:打底、粗磨光、清洗和板材表面缺陷处理、细磨光、打磨光抛光等六部分,下面分步介绍不锈钢餐具刀具的打磨光抛光技术。
1.1 打底
第一道工序打底是整个打磨光抛光工艺中的重要环节,板材打底的好与坏直接影响到下一道工序的进行,基础打的好,可以避免以后由于对打底的修补造成板材凹凸不平的效果。
首先,根据餐具刀具成型时外表面划伤程度和封头成型过程确定用60#与80#砂带或抛光布轮_抛光麻轮做第一道开粗工序。注意抛光布轮_抛光麻轮与设备安装时的旋转方向,不得反转。其次,打磨光工程中,要求抛光布轮_抛光麻轮与板材表面垂直,力度均衡,方向一致,打磨光掉板材原始表面,根据板材的表面缺陷程度选择打磨光遍数,一般为2~4遍。
1.2 粗磨光
如果第一道打底工序用80#砂带或抛光布轮_抛光麻轮打磨光,则第二道工序用120#砂带或抛光布轮_抛光麻轮打磨光;如果第一道打底工序用60#砂带或抛光布轮_抛光麻轮打磨光,则必须从60#―80#―120#那样类推,用120#抛光布轮_抛光麻轮打磨光,要求细化80#抛光布轮_抛光麻轮所产生的粗痕,直至消除80#抛光布轮_抛光麻轮所产生的所有磨光痕。每次更换抛光布轮_抛光麻轮打磨光要求与上一工序打磨光方向垂直。
1.3 焊道和板材表面缺陷处理
第二道工序结束后开始对焊道和板材表面缺陷进行处理。
1.3.1 对于焊道的处理,首先用角磨光片打磨光,角磨光片在使用时要求砂轮的尖端要保持在对加工表面15度位置上,力度适中,作业区周围应设有护栏,砂轮应及时更换,避免由于力度过大或砂轮破损导致砂轮飞溅伤及自己和他人,要求把焊道打磨光至与母材平齐,打磨光过程中应注意不要对焊道两侧的板材造成较大的划痕,然后开始用120#抛光布轮_抛光麻轮对焊道及周围进行大面积打磨光,打磨光结束后用肉眼观察和用手触摸,-面平滑无明显凹凸感为合格。
1.3.2 对于板材表面小坑等表面缺陷的处理,对于板材表面缺陷深度≤0.2mm,直接用120#抛光布轮_抛光麻轮打磨光处理,对于板材表面缺陷深度>0.2mm,需用氩弧焊点焊处理后,用120#抛光布轮_抛光麻轮打磨光至与母材平齐。打磨光过程中应使用大面积打磨光法,避免处理点焊时,处理位置集中,力度过大,导致处理后局部低于母材表面。
1.4 细磨光
(1)第三道工序用180#抛光布轮_抛光麻轮打磨光,要求细化120#抛光布轮_抛光麻轮所产生的粗痕,直至消除120#抛光布轮_抛光麻轮所产生的所有磨光痕。
(2)第四道工序用240#抛光布轮_抛光麻轮打磨光,要求细化180#抛光布轮_抛光麻轮所产生的粗痕,直至消除180#抛光布轮_抛光麻轮所产生的所有磨光痕,第四道工序完成后,要求表面粗糙度达到1.6以上。
(3)如果要求表面粗糙度达到0.8以上,用320#碟轮细化240#抛光布轮_抛光麻轮所产生的粗痕,直至消除240#抛光布轮_抛光麻轮所产生的所有磨光痕,使用碟轮时要求砂轮的尖端要保持在对加工表面15度位置上。
(4)如果要求表面粗糙度达到0.4以上,用320#抛光布轮_抛光麻轮打磨光,要求细化240#抛光布轮_抛光麻轮所产生的粗痕,直至消除240#抛光布轮_抛光麻轮所产生的所有磨光痕,然后用400#碟轮打磨光,要求细化320#抛光布轮_抛光麻轮所产生的粗痕,直至消除320#抛光布轮_抛光麻轮所产生的所有磨光痕。
(5)在上麻轮前的最后一道工序应均匀打磨光,方向一致,可大大避免表面光亮不一致的效果产生。
天津瑞达鑫华抛磨材料有限公司(电话:13702198229)-磨料磨具抛光材料产品介绍
1、“瑞达”牌布质砂轮粘著剂(抛光用速干胶-冷胶)产品,分为手抛型冷胶和机抛型冷胶。该产品是代替传统骨胶及泡花碱的新型产品,是抛光布轮粘金刚砂磨料用最佳抛光耗材。(点击下图查看更多产品)
 |
2、天津瑞达鑫华抛磨材料有限公司专业生产各类不锈钢抛光膏、工业抛光蜡,五金抛光蜡、抛光皂、研磨抛光膏产品,包括红抛光膏,白抛光膏,绿抛光膏,灰抛光膏,紫抛光膏,黄抛光膏(砂蜡),粗抛红色磨光蜡,中抛白色磨光蜡,精抛绿色研磨蜡等抛光材料。(点击下图查看更多产品)
 |
3、天津瑞达鑫华抛磨材料有限公司生产销售各型号天然金刚砂磨料,品种有优质黑刚玉磨料,棕刚玉磨料,白刚玉磨料,黑碳化硅磨料,绿碳化硅磨料,耐磨地坪砂磨料,钢结构喷砂除锈专用金刚砂,铜矿砂,石榴石砂,石英砂,水刀砂等天然磨料及人造磨料的粒度砂磨料产品(点击下图查看更多产品)
 |
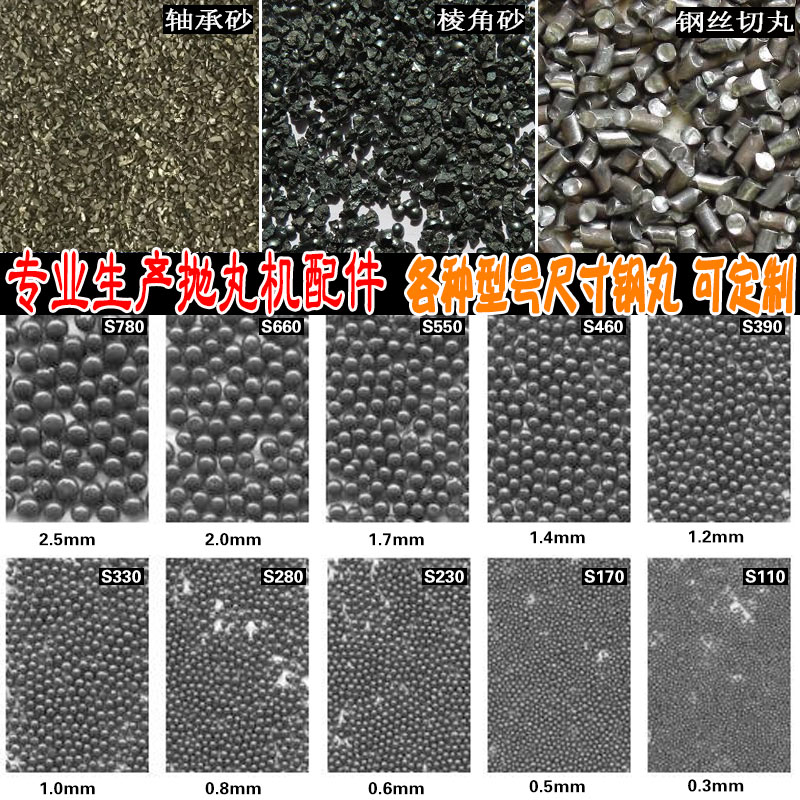
4、厂家直销喷丸-抛丸-抛光喷砂玻璃微珠-喷丸玻璃砂,铸钢砂-铸钢丸-钢丝切丸-合金钢丸-不锈钢丸-研磨丸-棱角砂-钢丸钢砂-喷砂除锈用金属磨料系列:(点击下图查看更多产品)
 |
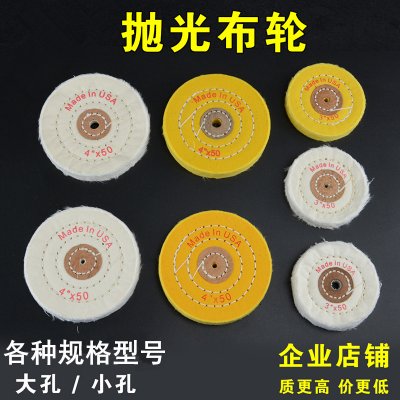
5、专业生产各类抛光布轮_麻轮等磨具的生产厂家。本厂主要生产:漂白布轮,黄布轮,扣布轮,黑布轮,白布轮,黄布轮,红布轮,绒布轮,机抛布轮,带杆布轮,平面布轮,白整布布轮,绒布布轮,线合布轮,胶合布轮,油麻轮,牛仔布轮,花尖布轮,片子轮,白整布轮,麻轮,异形砂轮,磨头,砂带等磨具产品。(点击下图查看更多产品)
 |

1.5 打磨光抛光
(1)第五道工序用麻轮+紫天津瑞达牌抛光蜡膏/绿天津瑞达牌抛光蜡膏对板材表面进行打磨光抛光处理,要求多上天津瑞达牌抛光蜡膏,布满板材表面,至少两遍,整体光亮度一致。
(2)第六道工序用毡轮+紫天津瑞达牌抛光蜡膏/绿天津瑞达牌抛光蜡膏对板材表面进行最后打磨光抛光处理,至少两遍,要求消除第五道工序所产生的镜面花,纹理不均匀的效果,达到设计要求。
2 不锈钢打磨光抛光制品的工艺过程控制
2.1 板材的选择
选择大型企业所生产的钢板,金属表面无明显划痕,凹痕,表面平整光滑。
2.2 制造过程中的控制
分步进行制造过程的控制介绍:
1)打磨光抛光工具及材料的摆放符合安全标准,打磨光抛光现场保持清洁。
2)领料时,操作者要仔细观察表面,如有明显划痕,凹痕,表面不平整可拒绝领料。
3)下料时,尽量避免用剪切机剪料,避免剪切边的扭曲变形。
4)刨边时,板面上应尽量避免沾上油污,压紧柱下尽量加上石棉板、纸板等,避免出现压痕。
5)筒体卷筒时,要选择好的表面作为打磨光抛光面。
(1)卷板机卷制前,要仔细检查扎辊表面,有无焊渣,拉痕,并加以修磨光光滑。
(2)卷筒完成后点焊时,不要在卷板机上作业,应异地点焊。
(3)焊接前,将焊道两侧5mm外涂白�粉,以防焊渣焊痘,所涂防护层每侧至少200mm以上。
(4)筒节与筒节组对时,筒节与封头组对时,应尽量避免直接锤击,以防出现锤痕,如避免不了用斜铁组对时,组对后要把焊口处理与母材平齐,不得低于主材表面,且要圆滑过渡。
2.3 打磨光抛光过程的控制 (1)打磨光抛光工在使用抛光布轮_抛光麻轮,百叶轮时,一定要带好防护用品,旋转切线方向要加防护板或防护网,以防伤人。
(2)每道工序结束后,都要仔细清理上道工序所遗留的切削物,磨光具磨光损的砂尘,避免划伤后序表面。
(3)如需不锈钢餐具刀具内作业,操作工在入不锈钢餐具刀具前需清理鞋底砂尘,且穿上布制脚套。
(4)分体打磨光抛光完成后的零部件,打磨光抛光表面贴上塑料保护膜,需要焊接的零部件在焊道两侧预留出50~100mm的位置,焊接前焊道两侧预留出的部分要加上>1mm厚的保护膜。
2.4 铆焊工艺的控制
(1)下料时,刨边要严格控制尺寸,控制在板厚的1/8;焊接时,杜绝错边量,焊道余高<1.5mm。
(2)封头如需拼焊,筒体焊接时对于≥δ10板,不管手弧焊还是自动焊,都要采取焊接工艺的最低电流值,且要求焊两遍以上,且每焊完一遍要间隔一个小时在焊第二遍,对于<δ10板材,焊接时可执行一遍,但必须将焊接电流控制焊接工艺的最低值。
(3)打磨光抛光封头尽量采用冷压或热压。
(4)如封头必须旋压,应尽量增加旋轮旋转转数,以表面肉眼观察无明显凸起为合格。
(5)如封头拼焊,无论热压,冷压还是旋压,都要严格检查,两个面不允许有焊痘焊渣,且焊道要修磨光圆滑,避免成型过程中由于受力掉渣划伤表面。
以上信息由【天津市瑞达鑫华抛磨材料有限公司—生产经营范围:抛光用冷胶_不锈钢抛光蜡_金刚砂磨料_黑刚玉磨料_棕刚玉磨料_铸钢丸砂_玻璃微珠_抛光布轮_剑麻轮_牛骨胶等磨料磨具。】收集整理,更多相关(不锈钢餐具刀具打磨光抛光技术)和磨料磨具资讯及产品介绍请点击官方网站http://www.tjrdxh.com/